Adaptive Clearing (Schruppen) in Fusion: CNC-Bearbeitung beschleunigen
Das Wichtigste in Kürze
- Geometrieabhängig statt Schema F: Anders als klassische Strategien passt Adaptive Clearing den Werkzeugpfad an die tatsächliche Materialverteilung an.
- Gleichmäßige Belastung, bessere Parameter: Adaptive Clearing hält den Eingriff konstant und nutzt die volle Schneidenlänge. Das ermöglicht höhere Vorschübe, kürzere Zyklen und längere Standzeiten.
- Schnittdaten ohne Umwege: Der AURON Adaptive Clearing Rechner berechnet optimale Werte für Drehzahl, Vorschub und Spandicke direkt in Fusion.
Kurz erklärt: Was ist Adaptive Clearing?
Beim CNC-Fräsen unterscheidet man zwei Hauptphasen: Clearing (deutsch: Schruppen) – das schnelle Abtragen großer Materialmengen – und Finishing (deutsch: Schlichten) – die finale Bearbeitung auf Maß und Oberflächengüte. Clearing macht in vielen Bauteilen 50–80 % der Bearbeitungszeit aus und ist damit der größte Hebel für kürzere Zykluszeiten.
Adaptive Clearing ist eine Clearing-Strategie in Autodesk Fusion, die zur Kategorie Trochoidal Performance Cutting (TPC) gehört. Das Grundprinzip: Der Werkzeugpfad wird so berechnet, dass ein definierter maximaler Eingriffswinkel nie überschritten wird – unabhängig von der Bauteilgeometrie. Das Ergebnis sind gleichmäßige Schnittkräfte, weniger Lastspitzen und die Möglichkeit, mit deutlich höheren Parametern zu fahren.
Was unterscheidet Adaptive Clearing von klassischen Clearing-Strategien?
Klassisches Clearing: einfach, aber limitiert
Bei klassischen Clearing-Strategien wie Zickzack- oder konturparallelem Clearing folgt das Werkzeug einem festen geometrischen Muster. Das Problem: In Innenecken, schmalen Taschen oder bei wechselnden Materialquerschnitten schwankt der Eingriff stark. An kritischen Stellen steigt die Belastung sprunghaft an – das Werkzeug gräbt sich ein. Die Folge: Programmierer müssen konservative Schnittwerte wählen, die sich an der ungünstigsten Stelle im Werkzeugweg orientieren. Die Maschine fährt damit über weite Strecken unter ihren Möglichkeiten.
Trochoidales Clearing: gleichmäßiger, aber nicht geometrieabhängig
Trochoidales Clearing löst einen Teil dieses Problems. Das Werkzeug bewegt sich auf überlagerten Bogen- und Kreisbahnen. Die radiale Schnittbreite bleibt klein und annähernd konstant, was Lastspitzen deutlich reduziert. Besonders bei harten Werkstoffen und tiefen Kavitäten bringt das spürbare Vorteile bei Standzeit und Prozesssicherheit. Die Einschränkung: Trochoidale Bahnen folgen immer demselben Kreismuster – unabhängig davon, wie viel Material an einer bestimmten Stelle tatsächlich ansteht.
Adaptive Clearing: die konsequente Weiterentwicklung
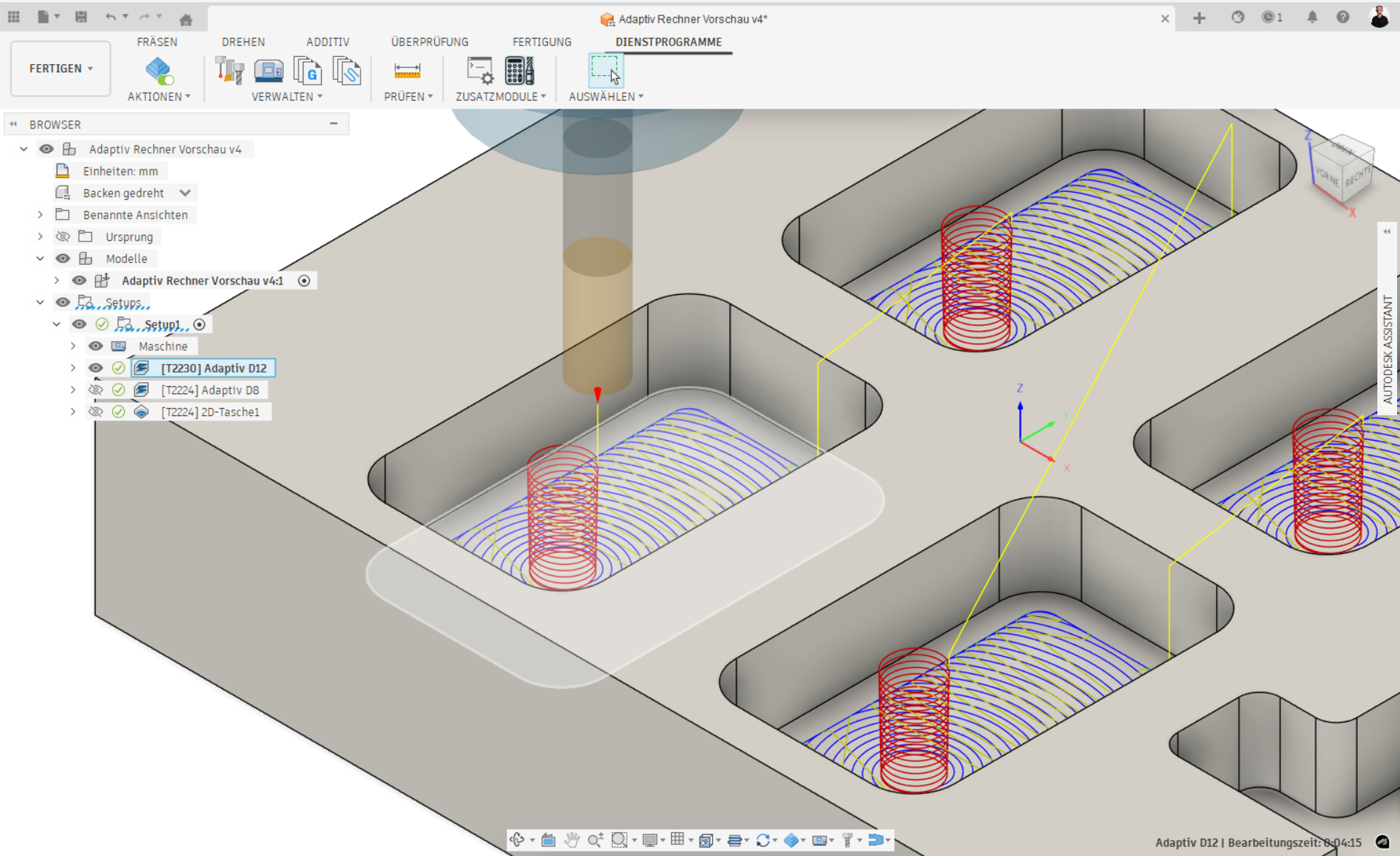
Adaptive Clearing baut auf dem trochoidalen Prinzip auf, geht aber einen entscheidenden Schritt weiter: Der Werkzeugpfad wird nicht überall gleich geführt, sondern geometrieabhängig berechnet. Fusion analysiert das Restmaterial und passt den Pfad so an, dass der maximale Eingriffswinkel in jeder Situation eingehalten wird – auch in engen Bereichen, an Stegen und in Innenecken. Wo trochoidale Bahnen unnötig lange Wege fahren würden, wählt Adaptive Clearing einen direkteren Pfad. Wo der Eingriff kritisch wird, weicht es aus. Das Ergebnis: Die Schnittparameter lassen sich näher an die tatsächliche Leistungsgrenze von Werkzeug und Maschine bringen – bei höherer Prozesssicherheit als mit jeder der beiden anderen Strategien.
Tabelle: Clearing-Strategien im Vergleich
Welche Vorteile bringt Adaptive Clearing in der Praxis?
Adaptive Clearing reduziert CNC-Bearbeitungszeiten, verlängert Werkzeugstandzeiten und erhöht die Prozesssicherheit – gleichzeitig. Die kontrollierte Werkzeugbelastung wirkt sich dabei auf mehrere Stellhebel aus:
- Kürzere CNC-Bearbeitungszeiten: Hohe axiale Zustellung bei kleiner radialer Schnittbreite erzeugt ein hohes Zeitspanvolumen – ohne Vollschnitt. Weniger Leerfahrten und optimierte Zustellbewegungen verkürzen die Maschinenlaufzeit zusätzlich.
- Längere Werkzeugstandzeiten: Die gesamte Schneidenlänge wird gleichmäßig belastet, statt nur im unteren Bereich zu arbeiten. Lastspitzen entfallen, der Verschleiß verteilt sich. Besonders bei HPC- und Vollhartmetallwerkzeugen macht sich das deutlich bemerkbar.
- Höhere Prozesssicherheit: Definierte Grenzwerte für Spandicke und Eingriffswinkel reduzieren das Risiko von Werkzeugbruch und Vibrationen – gerade bei tiefen Kavitäten und schwer zerspanbaren Werkstoffen.
- Geringere Maschinenbelastung: Gleichmäßige Schnittkräfte schonen Spindel und Vorschubantriebe. Die Maschine läuft ruhiger, die Wartungsintervalle verlängern sich.
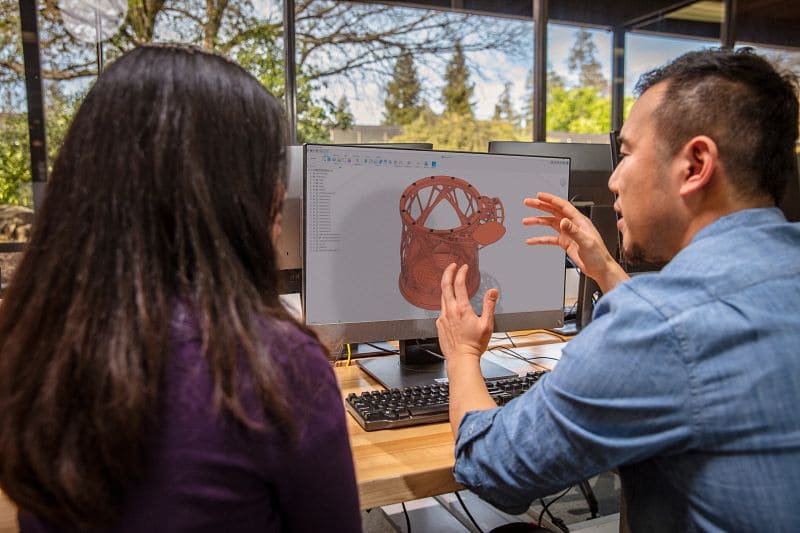
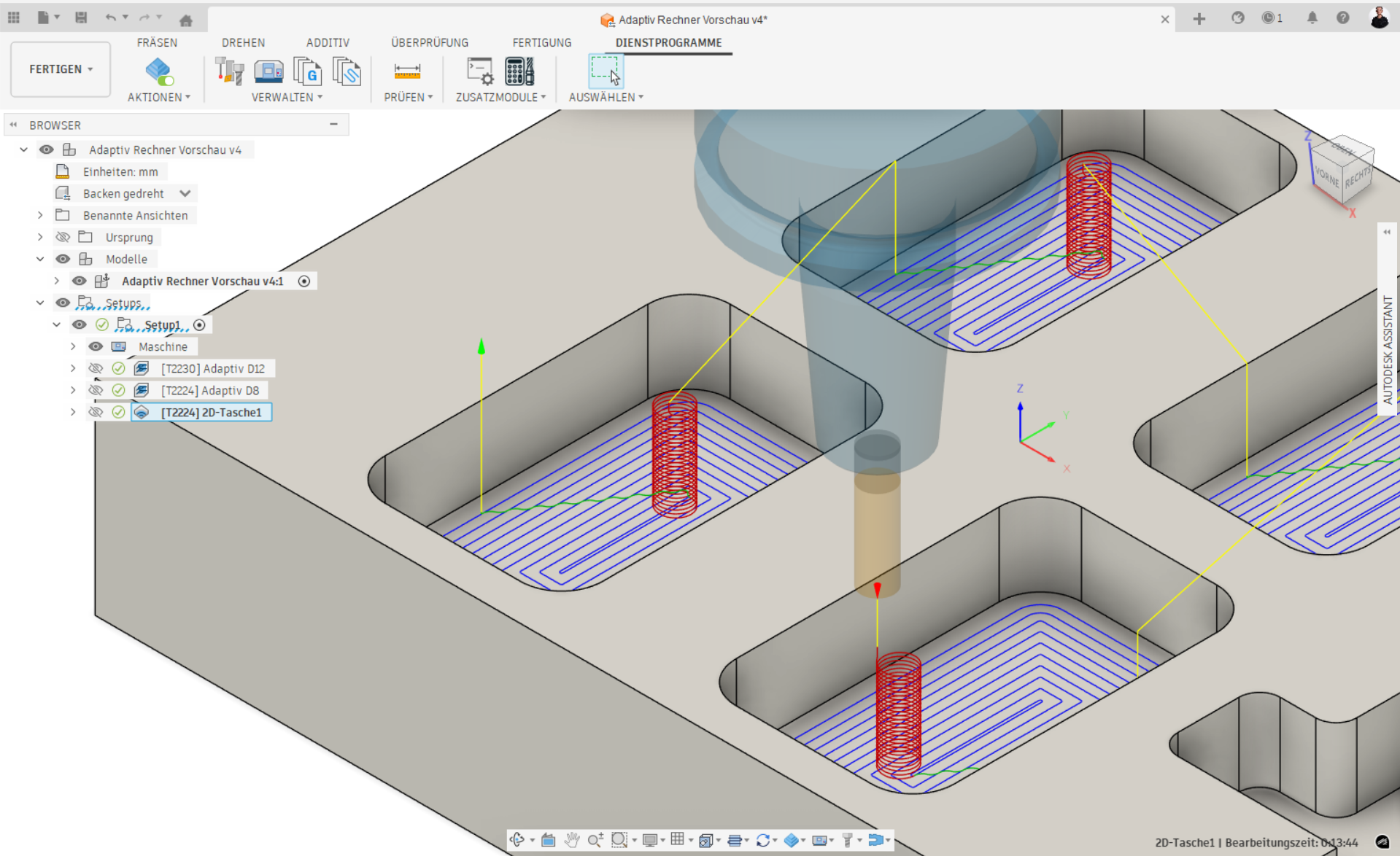
Adaptive Clearing in Autodesk Fusion: So funktioniert die Strategie
Adaptive Clearing ist in Autodesk Fusion als eigenständige CAM-Strategie integriert – direkt aufrufbar aus der Fertigungsumgebung, ohne zusätzliche Software.
Autodesk Fusion ist eine cloudbasierte Plattform, die CAD, CAM und weitere Disziplinen in einer Lösung vereint – vom Entwurf bis zur Fertigung, ohne Dateikonvertierung oder Systemwechsel.
Für Adaptive Clearing stehen in Fusion zwei Varianten zur Verfügung: 3D Adaptive Clearing für komplexe Kavitäten und Freiformflächen, die in der Praxis am häufigsten eingesetzte Variante; außerdem 2D Adaptive Clearing für überwiegend ebene Taschen und Konturen (eher selten genutzt).
Der typische Ablauf:
- Werkzeug aus der Bibliothek wählen,
- Bearbeitungsbereich und Rohmaterial definieren,
- Schnittparameter festlegen – insbesondere die maximale axiale Schnitttiefe (Stepdown) und die seitliche Zustellung (Optimal Load).
- Fusion berechnet daraus einen Werkzeugpfad, der den seitlichen Eingriff begrenzt und tiefe Zustellungen mit kleinen radialen Schnitten kombiniert.
Weitere Informationen zur Funktionsweise von Adaptive Clearing finden Sie in der Autodesk-Dokumentation zu Adaptive Clearing.
Warum Adaptive Clearing ohne Berechnungsgrundlage sein Potenzial nicht entfaltet
Adaptive Clearing entfaltet sein volles Potenzial erst mit passend ausgelegten Schnittdaten. Doch genau hier liegt die Herausforderung: Fusion berechnet den optimierten Werkzeugpfad, liefert aber nicht alle physikalischen Kenngrößen, die für eine fundierte Parameterauslegung nötig sind – etwa den tatsächlichen Eingriffswinkel, die effektive Spandicke oder den Leistungsbedarf der Spindel.
In vielen Betrieben greifen Programmierer deshalb auf eigene Excel-Tabellen, Formelsammlungen oder Erfahrungswerte zurück. Das funktioniert, ist aber zeitaufwendig, personenabhängig und schwer standardisierbar.
Das kann in der Praxis zu Fehlern führen: Wer von klassischen Strategien auf Adaptive Clearing umsteigt, übernimmt häufig die gewohnten konservativen Schnittwerte – und verschenkt damit genau den Vorteil, den die Strategie bietet. Dann bekommt man zwar einen gleichmäßigeren Prozess, fährt aber weiterhin weit unter dem möglichen Zeitspanvolumen. Umgekehrt gilt: Wer die Parameter ohne fundierte Berechnung zu aggressiv wählt – etwa den Eingriffswinkel oder die Spandicke überschätzt –, riskiert Werkzeugbruch, Vibrationen oder Ausschuss. Ohne eine belastbare Berechnungsgrundlage bewegen sich Programmierer also zwischen verschenktem Potenzial und unnötigem Risiko.
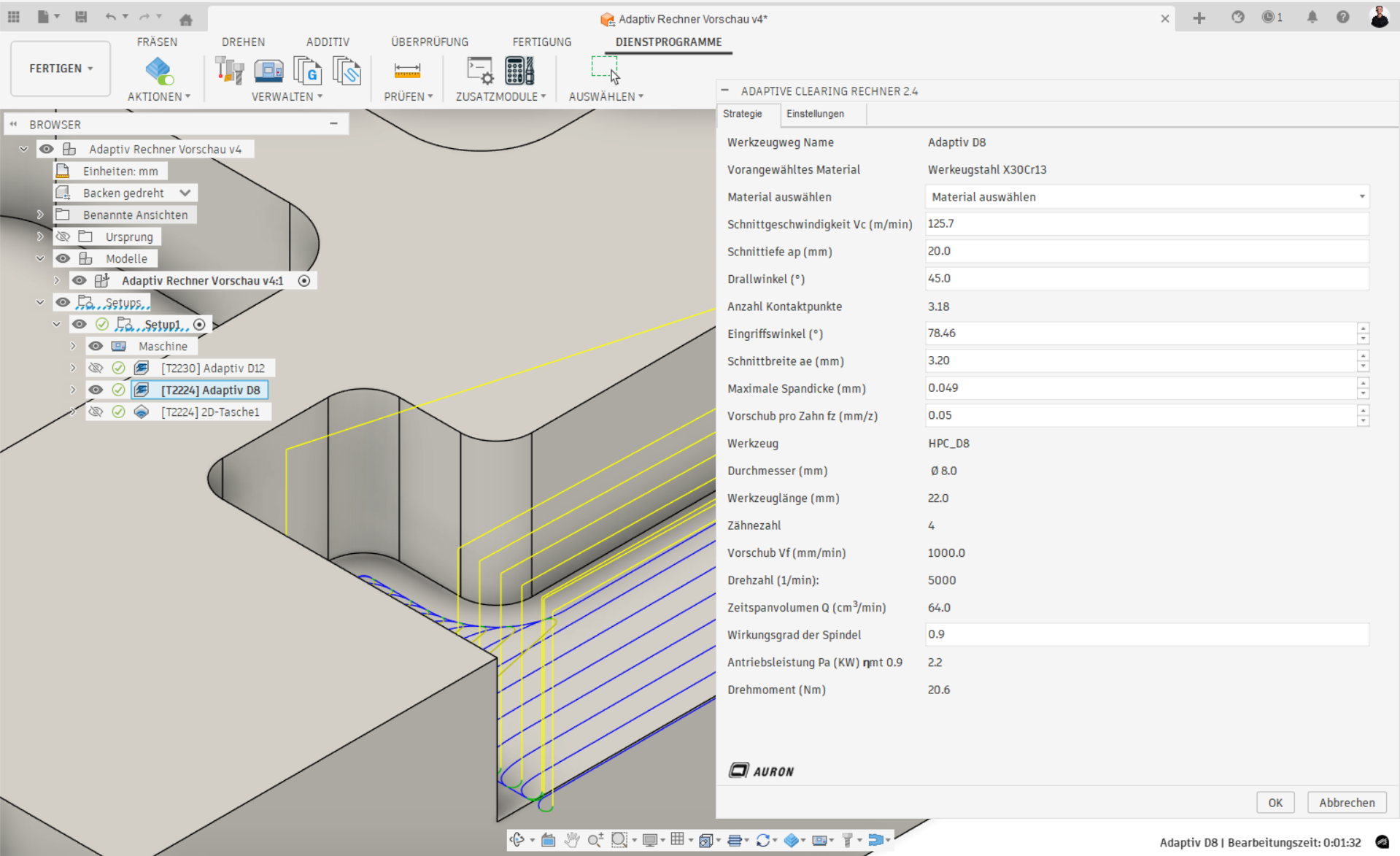
Der AURON Adaptive Clearing Rechner: Schnittdaten direkt in Fusion berechnen
Der AURON Adaptive Clearing Rechner schließt diese Lücke. Das Fusion-Add-In wird direkt aus einer Adaptive-Clearing-Operation aufgerufen und liest die vorhandenen Daten aus: Werkzeugtyp, Material, Grundparameter. Anwender ergänzen weitere Angaben wie gewünschten Eingriffswinkel, maximale Spandicke und Schnitttiefe. Der Rechner berechnet daraus:
- Schnittgeschwindigkeit und Drehzahl
- Vorschub pro Zahn und Vorschubgeschwindigkeit
- Zeitspanvolumen
- Spindelleistungsbedarf und Drehmoment
- Kontaktpunkte entlang der Schneiden
Die Ergebnisse werden direkt in den CAM-Job zurückgeschrieben. Kein Medienbruch, keine manuelle Übertragung. Das Ergebnis: weniger Einrichtungszeit, reproduzierbare Clearing-Strategien über Programmierer, Maschinen und Schichten hinweg – und deutlich weniger Abhängigkeit von einzelnen Erfahrungsträgern.
Für wen lohnt sich der Einsatz?
Der Adaptive Clearing Rechner ist besonders relevant, wenn Sie:
- regelmäßig Clearing-Operationen in Fusion programmieren und die Schnittdaten bisher manuell berechnen,
- Ihre CNC-Bearbeitungszeiten systematisch verkürzen möchten, ohne die Prozesssicherheit zu gefährden,
- standardisierte CAM-Prozesse über mehrere Programmierer oder Schichten hinweg aufbauen wollen,
- mit schwer zerspanbaren Werkstoffen oder tiefen Kavitäten arbeiten, bei denen konservative Parameter viel Zeit kosten.
Erfahren Sie mehr über den AURON Adaptive Clearing Rechner
Fazit
Adaptive Clearing macht den zeitintensivsten Teil der CNC-Bearbeitung effizienter – durch kontrollierte Werkzeugbelastung, bessere Ausnutzung der Schneidenlänge und höhere Schnittparameter. Der AURON Adaptive Clearing Rechner ergänzt diese Strategie um die fehlende Berechnungslogik direkt in Fusion: belastbare Schnittdaten statt Bauchgefühl.
Häufige Fragen
Brauche ich spezielle Werkzeuge für Adaptive Clearing?
Nein. Adaptive Clearing funktioniert mit gängigen Vollhartmetall- und HPC-Fräsern. Entscheidend ist, dass die Schneidenlänge zum geplanten Stepdown passt.
Für welche Materialien eignet sich Adaptive Clearing?
Adaptive Clearing ist materialunabhängig einsetzbar – von Aluminium über Baustahl und Edelstahl bis hin zu Titan und Nickelbasislegierungen. Besonders bei schwer zerspanbaren Werkstoffen zeigt sich der Vorteil der kontrollierten Belastung: Die gleichmäßigen Schnittkräfte reduzieren Werkzeugverschleiß und Vibrationen, die bei konventionellen Strategien gerade in diesen Materialien problematisch sind.
Funktioniert der Rechner auch mit 3D Adaptive Clearing?
Ja. Der AURON Adaptive Clearing Rechner unterstützt sowohl 2D als auch 3D Adaptive Clearing in Fusion.
Ersetzt Adaptive Clearing das Finishing?
Nein. Adaptive Clearing ist eine Clearing-Strategie. Die anschließende Finishing-Bearbeitung für Maßhaltigkeit und Oberflächengüte bleibt ein separater Arbeitsschritt.
Glossar
- Axiale Schnitttiefe (Stepdown/ap): Die Tiefe, mit der das Werkzeug pro Durchgang in Z-Richtung ins Material eintaucht. Bei Adaptive Clearing typischerweise hoch – oft die gesamte Schneidenlänge.
- Seitliche Zustellung (Optimal Load/ae): Die radiale Breite, mit der das Werkzeug pro Bahn ins Material eingreift. Bei Adaptive Clearing bewusst klein gehalten, um den Eingriff konstant zu halten.
- Eingriffswinkel: Der Winkelbereich, über den die Schneide im Material steht. Je größer der Winkel, desto höher die Belastung. Adaptive Clearing begrenzt diesen Winkel auf einen definierten Maximalwert.
- Spandicke: Die Dicke des Spans, den eine einzelne Schneide pro Umdrehung abträgt. Entscheidend für Werkzeugbelastung und Oberflächenqualität beim Clearing.
- Zeitspanvolumen (Q): Das Materialvolumen, das pro Zeiteinheit abgetragen wird – die zentrale Kenngröße für die Produktivität einer Clearing-Strategie.
- Kavität: Ein geschlossener Hohlraum oder eine Tasche im Werkstück, die ausgefräst werden muss. Tiefe Kavitäten sind besonders anspruchsvoll beim Clearing.
- Werkzeugpfad (Toolpath): Die berechnete Bahn, auf der sich das Werkzeug durch das Material bewegt. Bei Adaptive Clearing wird dieser Pfad geometrieabhängig optimiert.
- Vollschnitt: Das Werkzeug greift über seinen gesamten Durchmesser ins Material ein – maximale Belastung. Adaptive Clearing vermeidet Vollschnitte konsequent.
- Standzeit: Die Einsatzdauer eines Werkzeugs, bis es gewechselt oder nachgeschliffen werden muss. Gleichmäßige Belastung durch Adaptive Clearing verlängert die Standzeit.